名工の魂を若き匠たちへ、梅錦の真髄は献魂一滴!
全国新酒鑑評会の金賞受賞は、酒造りに生きる者ならば、いつか手にしたい憧れの栄冠でしょう。
毎年、約千点になんなんとする出品酒。その中から金賞に輝く酒は3割にも満たない数で、これを繰り返すことはさらに至難の業と言えます。
梅錦山川の出品酒は、これまでに30回の金賞を受賞。偉大な師匠の足跡を受け継ぎ、その金字塔を山川社長とともに打ち立ててきたのが山根 福平(やまね ふくへい)杜氏です。
山根杜氏の出身は、兵庫県但馬の地。かつて梅錦を「西の横綱」と言わしめた天性の大杜氏・阿瀬 鷹治(あせ たかじ)氏を師とあおぎ、弱冠30歳にして杜氏に抜擢され、梅錦一筋、70歳を超えた今も現役です。平成5年(1993)には「現代の名工」にも選ばれ、全国新酒鑑評会では18回の金賞を受賞しました。
その達人に、梅錦の酒造りについて語って頂きましょう。
「昭和63年(1988)原料処理工場を皮切りに、当社はすべての設備の改善を行うなど、酒造りの近代化を進めてきました。しかし、それは形而的に酒を製造するための改良ではありませんでした。あくまでも、梅錦が核心にしている、人間の力や感性など形而上の技、そして各蔵人の潜在能力を十二分に生かすための進化でした」
つまりは、伝統に磨かれた技を継承しながら、ムダな労力の削減をはかる。それが梅錦流の酒造りなのです。単純な作業は最新設備に任せ、人間の感性を大切にし磨き続けることで造り出す旨い酒があると、山根杜氏は言います。
これが、梅錦の酒造り哲学というわけです。


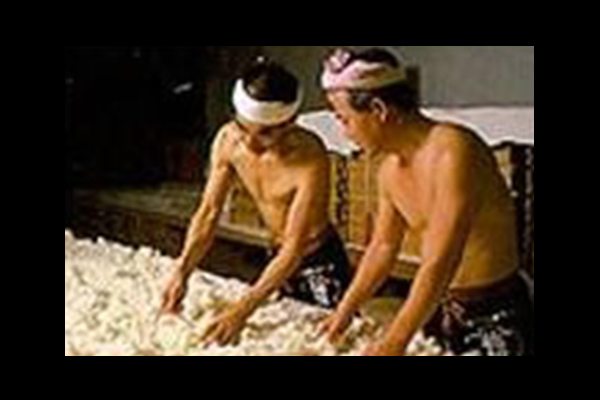
「私たちの基本は、手間を惜しまず妥協を許さない、匠としての姿勢と精神です。最近は、さらに素晴らしい製造設備が開発されていますが、それでも人間の手の動きや五感を忠実に再現することは難しいでしょう。例えば麹造りですが、手仕事がどんどん機械に取って代わられていますが、その麹の出来栄えはどうでしょう? 梅錦では、いまだに昔ながらの麹蓋を使います。理由は、麹の品質を鋭く観察できること。機械設備と違って、生き物である麹とじっくり対話し、つぶさに観察しながら良い麹に躾けることができるんですよ。その心と言うか、魂のようなものが、酒のひとしずくに現れると私は思います」
麹造りに成功しなければ、望んだ酒は絶対に造れない……それは、杜氏・蔵人なら、誰もが肝に銘じている言葉。ここを忘れない酒人の魂こそ梅錦の真髄なのだと、山根杜氏は語ります。
梅錦が造る麹には、独創的なこだわりがいくつかあります。
まずは、精米歩合。梅錦では“真性精米歩合”を採用しています。この真性精米歩合とは、万粒計という器具を使って、玄米千粒の重量と精米千粒の重量を比較する方法です。
あらかじめ砕けた米を取り除いておきますから、どうしても玄米の使用量が多くなります(見かけの精米歩合より、5~7%多くなるのが普通)。
このためコスト高となるわけですが、梅錦では吟醸酒からレギュラー酒にいたるまで、すべてこの方法で精米歩合を測定しているそうです。
次に、洗米するまでに一定期間、精米を自然状態のまま寝かせておくのですが、これを“枯らし”といいます。梅錦では、大吟醸で40日~45日の間、枯らしておきます。空気中の水分を自然に吸わせることで、洗っても米が砕けにくくなるため、こうするわけです。
また、洗米は10℃の水と決められていて、ストップウオッチで計測しながら一定時間洗うのですが、どうしても設定した含有水分量との間に誤差が生じます。たとえば28~29%の水分量と設定して洗っても、米に含まれる水分が増えていたり減っていたりします。この誤差をプラスマイナス1%以内に留めるのが、現代の名工・山根杜氏の腕の見せどころでもあるわけです。
「米はその年その年で違いますから、そう簡単にはいきませんよ。水を含みすぎると乾かさねばなりませんし、不足してれば霧吹きで水を撒くのですよ」
最高の麹を造るため、五感と手間を惜しみなく費やす、それが梅錦の方法なのです。


さらに山根杜氏は、おもしろい話を聞かせてくれました。
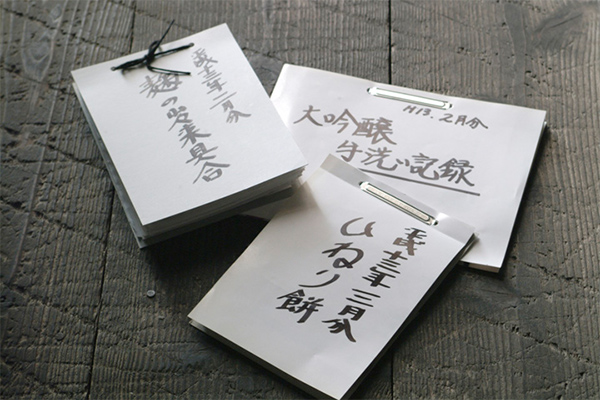
「毎日のように、献蒸(けんじょう)あるいはひねり餅といって、蒸米を手でひねって状態を調べるのですが、当社ではその結果を、そのつど社長に報告します。今日はこういう状態でしたといったコメントをつけるわけですね。それに関して、OKだとか、こうすればどうかといった提案が、社長から出る場合もあります」
現場と経営者が一体になって、徹底して品質にこだわっている様子のうかがえるエピソードですが、特筆すべきは、そのための報告書式がきっちりと作られていることです。
こうした品質管理のシステム化は、梅錦の酒づくりのあらゆる場面で確立されていると言います。それだからこそ、西の横綱銘酒「梅錦」の名は、いまに至るも燦然と輝いているのでしょう。
山根杜氏は、古参から新人まで40人の蔵人を束ねる総領であり、彼の至宝の技を若い匠に継承することも使命です。
今、梅錦山川株式会社には、その期待に応える蔵人たちが誕生しつつあります。その一人が、製造課の佐伯 政博(さえき まさひろ)主任です。
伯主任は、平成17年(2005)日本酒造組合中央会が催した「第29回きき酒選手権大会」で見事に優勝しています。
酒造りのプロたちがテイスティング技能を競い合うそのコンテストには、全国の各ブロック予選を勝ち抜いてきた2府21県の代表41名が参加し、その頂点に立ったのが佐伯主任です。
昭和47年(1972)生まれの35歳。当初は梅錦ビールの技術者見習いとして入社、7年間をビール醸造に明け暮れたそうです。
「実は、入社するまで、まったく酒が飲めなかったんです。友人にも、『下戸のお前に、酒を造れるわけがないだろう』と説教されました(笑)。でも、子どもの頃から物作りが楽しくて、わりと凝り性でしたから、それが向いていたのかも知れません」
佐伯主任の“酒が飲めなかった”には、いささか驚かされます。しかし、物静かなタイプながら、好奇心は旺盛。ビール造りに才能を開花された佐伯主任は、日本酒造りへ活躍の場を変えるやいなや、たった4年目にしてその快挙を成し遂げたのです。
「いえいえ~、運が良かったのですよ」と謙遜する佐伯主任に、きき酒選手権大会のもようを述懐してもらいました。

「私は愛媛県予選の20人中トップになり、四国大会選抜では12人中でトップ。そして東京の全国大会には、41名ほどの代表者が集まっていました。競技方法は全国の特定名称酒(純米酒のみ)11対からなる、マッチング法で行なわれました。酒を並べた2つのテーブルがありまして、まずは一方の酒をテイスティングして、約10分間で各酒の特徴をチェックします。そして1分後、もう片方のテーブルの酒とマッチングします。優勝した私の成績は、11点満点中9点で、順位は41人中で1位でした。ちなみに2位は8点、3位が7点、4・5・6位は、プレーオフで順位が決まりました」
全国大会では、予選の競技方法とのちがいに戸惑いもあったが、過去に出場した先輩方からアドバイスをもらっていたので、プレッシャーを感じることなく臨めたと言います。
そのコンテストの経験を通じて佐伯主任が会得したことは、日々のろ過場業務でのきき酒と、競技会やコンテスト前のテイスティング練習の重要性だそうです。
「コンテストのためのテイスティング練習と、日常業務のきき酒は目的がちがいます。でも大切なのは、どちらの場合もメモを取って、自分の味覚やイメージをきちんと残すことだと思います。自分なりの感覚や表現の引き出しを作っておくことですね」
そんな佐伯主任の緻密さにも、物作りが好き=酒造りが好きを納得します。そのセンスと能力を鍛えて、山根杜氏の薫陶を受けてもらいたいものです。
インタビューの最後に、「優勝できるほどの、味覚と嗅覚の秘訣は?」と問えば、またもユニークな答えがもらえました。
「私はシイタケが苦手で……あの匂いがダメなのです。それで子どもの頃は、シイタケが入っていないかどうか、おかずの匂いをかぐ癖があって、母親によく叱られてました(笑)。だから、嗅覚が敏感になっていたんでしょうかね」
はにかむような笑顔に、将来の佐伯杜氏の可能性を実感します。
手造りの信念、妥協なき杜氏魂を受け継ぐ彼らは、きっと新たな美酒を醸し出してくれることでしょう。